رفع گرفتگی نازل به روش Cold Pull
تعمیر نازل مسدود شده سخت و ملال آور است. اما قبل از اینکه هد پرینتر خود را باز کنید روش Cold pull را امتحان کنید. در این روش لازم است از یک رشته فیلامنت و استراتژی تغییر دما برای رفع گرفتگی نازل و تمیز کردن آن بدون آسیب رساندن به قطعات پرینتر سه بعدی استفاده کنید.

با استفاده از یک رشته فیلامنت با نوک ذوب شده،می توان ادعا کرد هنگام رفع انسداد نازل حتی یک ذره کوچک از مواد را جا نمی گذارد. این رشته فیلامنت به خوبی باقی مانده فیلامنت های قدیمی که باعث گرفتگی شده را بیرون می کشد. با تکرار این روش می توان تعدادی از مشکلات نازل را بدون نیاز به جدا کردن نازل و ریسک آسیب زدن به آن یا دوباره سوار کردن قطعات به صورت نادرست، برطرف کرد. بنابراین اولین اقدام برای رفع گرفتگی نازل استفاده از روش Cold pull است.
پیشنهاد می کنیم برای انجام Cold pull از نایلون استفاده کنید. فیلامنت نایلون بهترین گزینه برای این کار است زیرا به صورت طبیعی لغزنده است و این باعث می شود که احتمال شکستن آن هنگام بیرون کشیدن فیلامنت از نازل کمتر باشد. اگر فیلامنت نایلون در اطراف خود ندارید از لغزنده ترین ماده در دسترس که کمترین شکنندگی را دارد استفاده کنید.
چگونه روش cold pull را انجام دهیم:
1. اگر از اکسترودر Bowdn استفاده می کنید با برداشتن لوله Bowdn شروع کنید.
2. هات اند را تا دمای پرینت فیلامنتی که برای cold pull انتخاب کرده اید گرم کنید و فیلامنت قبلی را از اکسترودر جدا کنید.
3. فیلامنت cold pull را درون نازل قرار دهید تا کمی شروع به چکیدن کند.
4. در حالی فشار ثابتی بر فیلامنت وارد می کنید دمای هات اند را کاهش دهید. این کار باعث می شود که نوک رشته فیلامنت به صورت فضای درونی نازل شکل گیرد.
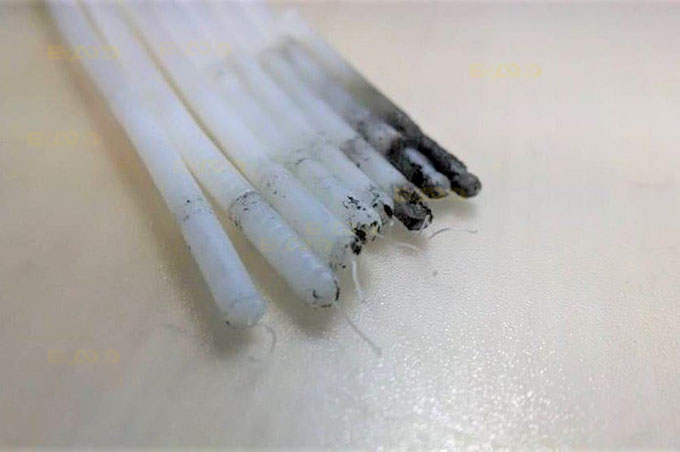
5. وقتی که دمای هات اند به 60 درجه سلسیوس رسید می توانید فشار را حذف کنید در این زمان تمام مواد باقی مانده که باعث گرفتگی شده بودند و کثیفی ها به رشه فیلامنت cold pull چسبیده است.
6. یک بار دیگر نازل را تا دمای چاپ فیلامنت خود گرم و شروع به بیرون کشیدن فیلامنت کنید. اگر از فیلامنت PLA استفاده می کنید این مرحله را با دقت بیشتری انجام دهید زیرا فیلامنت PLA شکننده است و ریسک بالایی برای شکستن و یک تکه خارج نشدن فیلامنت از درون نازل وجود دارد.
اگر مراحل بالا را به درستی انجام دهید احتمالا مشکل انسداد نازل شما برطرف خواهد شد. توجه داشته باشید که این پروسه را تا زمانی که نازل کاملا از فیلامنت های قدیمی خالی شود ادامه دهید.
انجام دادن این مراحل با فیلامنت هم جنس و هم رنگ فیلامنت گیر کرده در نازل پیشرفت کار را به خوبی نشان نمی دهد بهتر است از فیلامنتی در رنگ متفاوت استفاده کنید. فیلامنت نایلون بهترین گزینه است.




























 Masked StereoLithography")


